服务热线:
136-0576-7960

服务热线:
136-0576-7960

金彩汇地址:浙江省台州市路桥区横街镇路院路239号
邮编:318000
电话:0576-88300688
传真:0576-88300688
手机:13605767960
邮箱:guanyi1818@163.com
官网:kfdhjd.com

1、将内部节流调节到外部节流,并增加压力表来显示压力。使数控平面磨床维修方便,尤其可以很容易清洗,这是内部节流设备不可比拟的。2、节流比。节流比β的理论价值是1.2到1.5,而基于多年经验的是1.25。在数控平面磨床金彩汇维护中,主要轴的几何精度、轴的几何精度、同轴度、圆度和锥度都严格控制,以确保β值。根据电机的负载能力,确定了主轴的偏心和轴线几何中心的值。3、当油舱未安装时,各出口的油柱必须保持一致(观察方法)。如果不一致,改变节流孔直径的方法应该改变其流量。例如,左和右腔的油柱在20 ~ 25毫米之间,孔的直径为0.25 ~ 0.4mm。
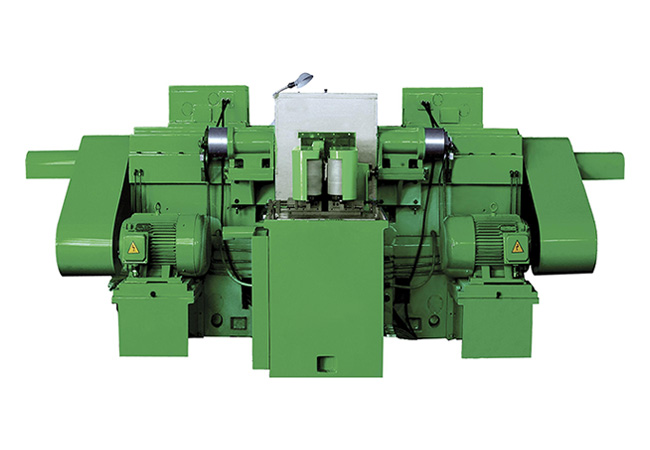
数控平面磨床主要实现对工件端面的精密磨削加工,每次磨削一个端面。机床加工精度高、表面光洁度高,适合高精密端面零件的批量加工。功能特点是CBN超硬磨料砂轮、高精度砂轮主轴、自动修整、高端控制系统、精密伺服电机、易操作界面、可联线自动加工、伺服电机+蜗杆传动+丝杠进给系统、伺服电机+蜗杆传动上、下料系统。数控平面磨床金彩汇主要应用于空调压缩机、汽车零部件、液压件及其它难加工材料等领域。

大家都知道数控平面磨床一次性可以同时磨削零件的两个端面,它相对于普通的平面来说可以提高一倍的效率,再加上磨床自有的上料、送料机构使得工件装夹时间大幅减少,这也是数控平面磨床近年来受众多企业喜爱的原因之一。它在轴承、液压件以及轴承等行业已广泛使用。我国近年来在内燃机、轴承等行业的设备改造和技术、产品更新换代的强烈要求,对双端面磨床的加工精度和提出了更高的要求。但是机床本身为了提高加工效率而在结构和性能上不能保证加工的高精度,与高精度平面磨床的加工精度有较大的差距,为了达到这样的要求,我们需要探求得一种有效、科学的解决方法。

数控平面磨床砂轮内孔与接长轴轴颈的配合间隙不能过大或过小。过小时,易将砂轮胀裂;过大时,使砂轮侧重而惹起振动。砂轮与接长轴的间隙与紧固方式有关,用螺钉紧固时不宜超越0.2mm,用粘结剂紧固时不宜超越0.3mm.假如间隙过大,能够在接长轴与砂轮内孔之插入纸片,以减少间隙。数控平面磨床金彩汇砂轮两个端面不能直接与接长轴台肩及螺钉端面接触,而应垫入黄纸片等软性衬垫,厚度以0.2mm~0.3mm为宜。这样能够使内圆磨砂轮受力平均,紧固牢靠。接受双端面磨床砂轮的接长轴端面及螺钉端面不能凹凸不平,接触面不能太小,否则会减少摩擦面积,不能保证砂轮紧固的牢靠性。

很多人刚听说数控平面磨床时并不知道这是一种什么样的机器设备,不熟悉这一范畴的人对此当然是很困惑的,而那些经常接触这些设备的人就会知道它是一种新型的机床,被广泛使用在这个方面。其简单的操作方式,在实际的操作过程中可以大大地节省人力物力。如此简单的操作,提前完结了工作期限,简略不说工期还能提前完成,工程加工中要是有这么一个机床,其实际的作用就相当于多个以往的机床,从起名称上我们就可以知道,它是双端面一起进行工作操作的。完全符合双面磨削的作用,这些效果是普通的机床所不能达到的,因此它才更加的受欢迎,在很多的工程中就会使用到这样的一种机床,可以起到很好的加工作用。数控平面磨床的使用寿命长,工人在实际的使用中,不用总是跟换机器,这样就可以大大节省费用。由此我们可以知道数控平面磨床双端面磨床的市场发展前景很广泛,适合使用在很多领域。

由于数控平面磨床磨削出的产品精度高,消费效率高,在汽摩、轴承、磁性资料等诸多行业上被普遍应用。应用普遍的背后,也对其变频器提出了新的技术请求。请求数控平面磨床的变频器低频力矩大选用矢质变频器,低频时(1~10Hz)能出来150%额定转矩。减速停车速度快通常数控平面磨床的加减速时间都是比拟短的,加速时间靠变频器的性能保证,减速时间则依托外加制动电阻或制动单元。转矩动态响应速度快,稳速精度高选用矢质变频器,可以完成很好的动态响应效果。根据负载的变化,经过输出转矩的变化做出很快的响应,而完成转轴速度的稳定。频率指令和运转指令数控平面磨床上运用的变频器其频率指令和运转指令都来源于CNC控制器,普通给定的的通道有两种。一种是模仿量给定,另一种是多段速给定,或者两者同时给定,以多段速优先。模仿量给定以电压型模仿量为主,也有电流型的。变频器对这两品种型的模仿量都能够采集。



